雷射切割是利用聚焦鏡聚焦的原理,集中光束到一點上,產生高溫高熱
來進行切割,依據透鏡的不同,有不同的焦距差異。
常見的焦長有 38.1、50.8、63.5、76.2、101.6mm 等,其主要差異為焦距
越短→光斑越小→切割深度越淺,反之焦距越長→光斑越大→切割深度越深。


雷射光從 CO2 雷射管 (A) 經由高壓激發射出後,會經過 3 個反射鏡,最終到達聚焦鏡 (E),而聚焦鏡會進一步將原本直徑約 5mm 的光束聚焦到 0.02mm左右,光束的能量更加集中,便能夠開始對材料進行切割及雕刻加工。

製作雷切檔案時必須注意「轉外框」、「線段封閉」等等事項,如此一來,當檔案導入雷切作業系統後,雷射雕刻機才能夠順利的製作哦!

線段封閉
雷射雕刻通常是針對圖像填滿顏色的面進行雕刻,而曲線必須是封閉的狀態才能填滿圖塊顏色。所謂封閉的狀態便是線段的頭跟尾是彼此連接沒有分開的情形,因此才能對此區塊進行填色。所以雷射雕刻通常是針對 " 填色的區塊 " 作用。
雷射切割同樣也要注意線段的問題,若繪製切割路徑沒有完全封閉,雷切完成後會發現有一個小缺口沒有切斷,便無法順利的將加工圖形取下,除非額外有未斷孔的需求,否則不需要特別留缺口。切割路徑也要盡量避免斷斷續續的線段,沒有完全連接的線段會影響系統的切割加工路徑規劃,且切割時出光的第一個光點通常會力量比較大,因此會造成一條線段上會有多個小光點的產生便會影響美觀。








文字外框
若在向量檔案裡有文字編輯的需求,在完成之後請記得將文字「轉外框」,因為在軟體裡編輯的是文字工具,導入雷射雕刻機系統裡必須是以路徑、區塊的方式呈現,系統才有辦法辨識文字要使用雕刻還是切割的作法,所以若是要切割文字也是需要外框化,系統才能判別使用雷射切割製作。
文字編輯在向量軟體中會套用不同的字體,若沒有轉外框,檔案使用另一台電腦開啟後若無相對應的字體,字體便會變形,進而影響原本的設計,因此轉外框是很重要的一件事。

線段雕刻
若有使用線段設計的圖形,並有筆畫粗細的設定,且要使用雷射雕刻製作,記得將編輯完成的線條轉外框,如此才會形成完整的區塊,最後再填色,系統便會判別使用雷射雕刻製作。

圖像重疊
雕刻的圖形要避免彼此相互重疊的問題,有重疊之處系統會判別成無物件,因此重疊區塊雷射雕刻就不會製作到,若有重疊的情況,將圖像路徑外框彼此合併相融即可。
如下圖,紅色斜線處便是重疊的地方,若是直接雕刻此區塊便會不製作,所以須將線段合併為完整的區塊(下圖右)才可以。

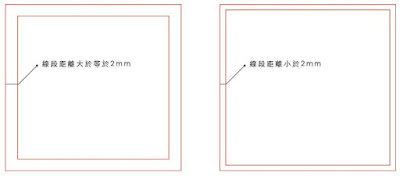
切割安全距離
所謂切割安全距離便是兩條需切斷的線段之間的距離,切斷的距離須設定大於 2mm 的距離,小於 2mm 的安全距離則有可能產生雷切成品斷裂的現象。距離會影響雷切成品是否堅固,若是製作小模型的檔案必須格外注意小心;使用的材質厚度也會影響切割的安全距離,厚度若超過 5mm,建議設定大於 3mm 的間距。

雷切向量檔概念
1. 在雷切系統裡,所有的圖面與線段都會視為存在,圖檔裡繪製什麼內容,會產出同樣的結果,例如同樣的線段重疊了 10 條,系統便會切割 10 次同樣的線段,故「重疊線」的部分也需要注意。
2. 雕刻則是針對「面」製作,若是需要雕刻製作的線段與文字皆必須「轉外框」,變成封閉的向量圖檔才行。
3. 切勿使用「白色」、「遮色片」遮擋圖面,會造成圖面重疊之處不製作,遮擋住的圖面一樣會製作,成品會與原檔有落差。



雷射雕刻機可以使用的材料範圍相當廣泛,要先了解材料的特性才會知
道該如何設計運用,機器的功率、速度數值設定也是取決你對材料的認識。
雕刻
屬於硬的材質 降低速度 提升功率
屬於精細圖面 降低速度 功率依個人需求
切割
屬於硬的材質 降低速度 提升功率
屬於軟的材質 提高速度 降低功率
塑膠材質目前在雷射切割裡最被廣泛利用的是壓克力板,透明的壓克力被視為玻璃的替代品,雖然硬度不及玻璃,但是高透明度無色,透光率達 92% 以上。加工可塑性大,且適合機械加工又易熱成型,因此也有許多製品選擇壓克力作為材料。
比較常見的是透明無色的壓克力板,另外也有單霧面壓克力、單霧黑色壓克力。
雕刻 / 切割效果
壓克力板雕刻過後的煙燻效果與木材不同,透明的區塊雕刻後會變成霧白色,且壓克力經雷射切割後,表面不會有刀痕,自然的呈現了拋光後的效果。
功率設定
切割壓克力的速度要慢一些,並將吹氣調弱,這與壓克力遇熱融化的特性有關。
吹氣若是太大,會讓經雷射光切割至一半壓克力冷卻,壓克力並未完全分離便冷卻,就會導致沒有完全切穿的現象,故切割壓克力速度得放慢,讓壓克力完全切透互不相融才可以。請注意,切勿完全將吹氣關閉,如此會造成鏡片損耗。



沒有留言:
張貼留言